
金属加工法「溶接加工」
- 2019.01.22
- カテゴリ: 製造|Manufacturing
|溶接加工

金属加工法には、大きく分けて、「非除去加工」と「除去加工」があるとされております。
「非除去加工」は、切屑を出さない加工法で、「溶接加工」や「塑性加工(プレス加工)![]() 」、「鋳造加工
」、「鋳造加工![]() 」などとなります。
」などとなります。
対して、「除去加工」とは「切削加工」や「研削加工」に代表される様な切屑を出して加工する方法です。
ベンカンのステンレス配管は、それらの、どの加工法かに限定することなく、製品や工程によって様々な加工法を用いて製造しております。
「溶接加工」の溶接とは、溶接式管継手の接合方法としても知られている通り、材料に応じて、接合部が連続性を持つように、熱又は圧力もしくはその両者を加え、さらに、必要があれば適当な溶加材を加えて、部材を接合する方法で、その接合の機構によって、大きく「融接」、「ろう接」、「圧接*1」に分けられます。
|融接
 「融接」とは、被溶接材料(母材 )の溶接しようとする部分を加熱し母材のみか、または母材と溶加材(フィラーメタル)とを融合させて溶融金属を作ってこれを凝固させ接合する方法です。
「融接」とは、被溶接材料(母材 )の溶接しようとする部分を加熱し母材のみか、または母材と溶加材(フィラーメタル)とを融合させて溶融金属を作ってこれを凝固させ接合する方法です。
ベンカンのステンレス配管製品を製造する上では、効率よくステンレス鋼を溶かせる高温まで引き上げ、接合部分だけを溶かし合わせる「融接」による「溶接加工」が行われております。
また、ステンレス鋼の「融接」は、炭素鋼などと比較して高い技術が求められると言われております。
合わせて、専門性の高い設備も必要となります。
例えば、融接した跡であるビードを安定させたり酸化による劣化を防ぐために、不活性ガスで遮蔽する設備が必要となります。
|アーク溶接・TIG溶接
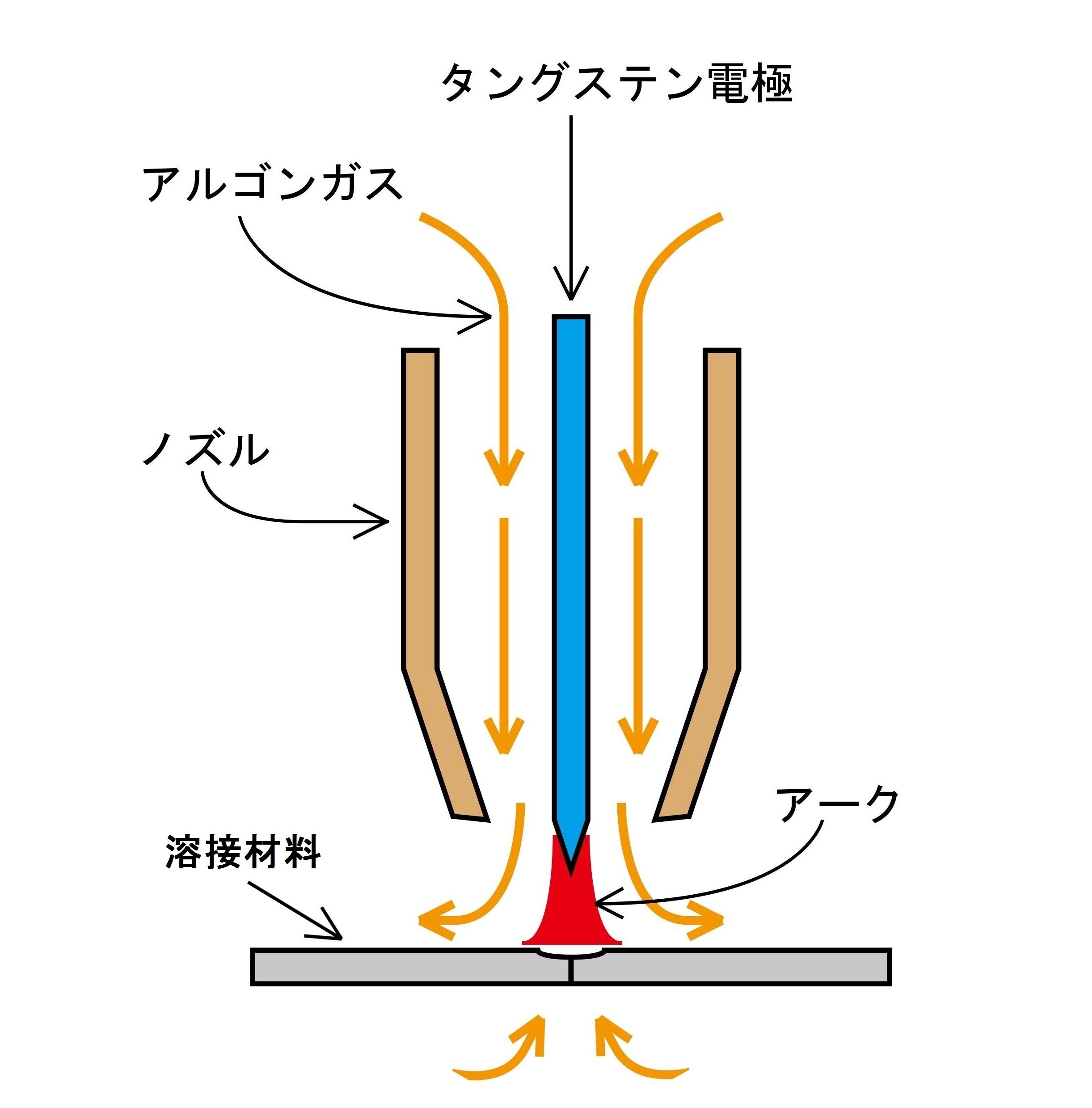
ベンカンでは、効率よく金属を溶かせる高温まで引き上げ、接合部分だけを溶かし、その狭い部分を集中して加熱できる「アーク溶接」に分類される「TIG(ティグ)溶接」を採用しております。

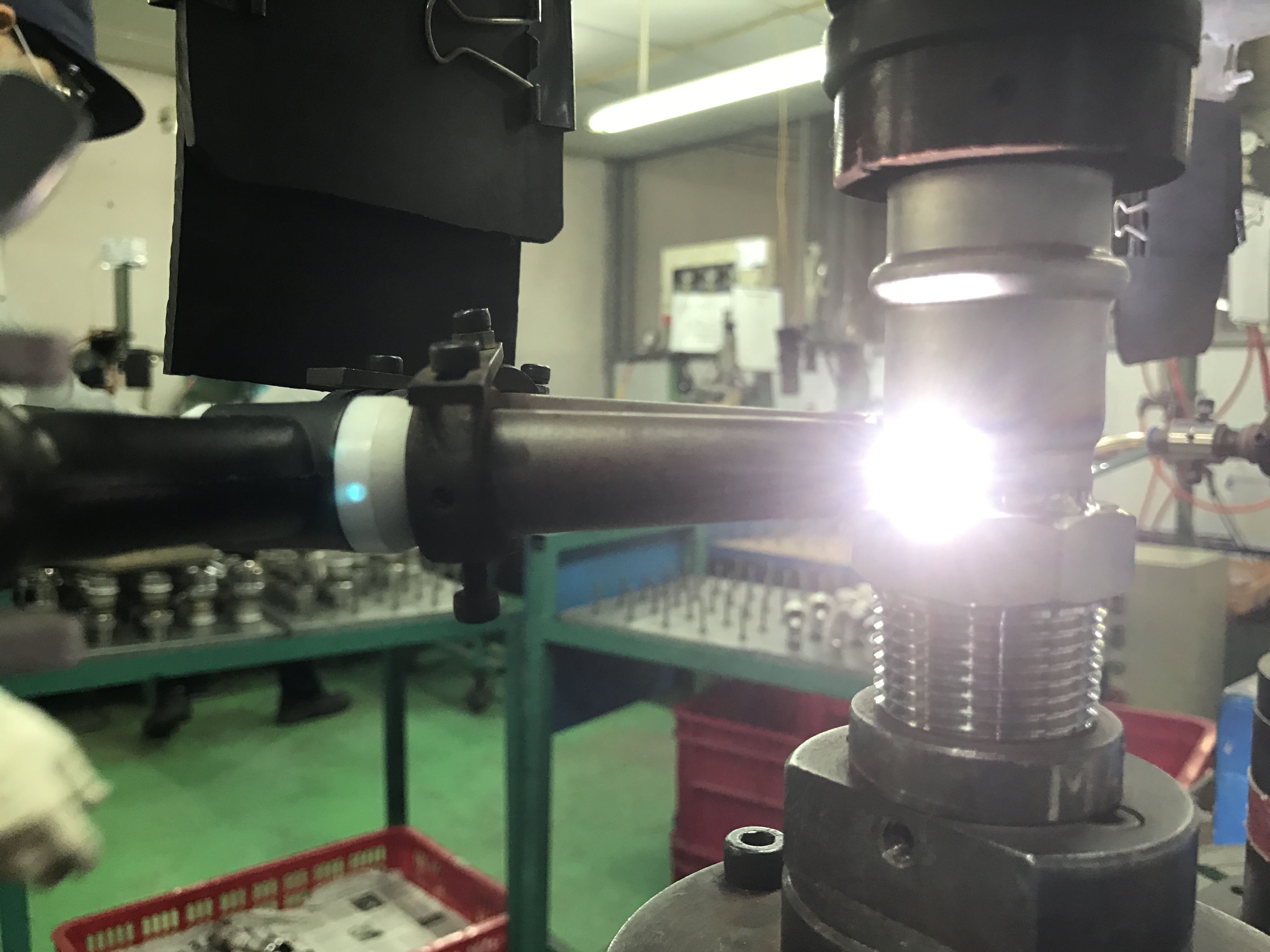
「アーク溶接」とは、空気(気体)中の放電現象(アーク放電)を利用し、同じ金属同士をつなぎ合わせる溶接法であり、「TIG」とは、Tungsten Inert Gas(タングステン イナート ガス)の略称です。
溶接電極に消耗し難い素材であるタングステンを使用し、溶接中に溶融金属と空気が反応を起こさない様に、接触を断つことができるシールドガス(不活性ガス=Inert Gas)にアルゴンガスを使用した溶接方法です。
また、通常、融接では、溶加材(フィラーメタル)を使用しますが、溶接材料の厚さが4mm未満の場合は、溶接材料自体を融接させる「ノンフィラー溶接」を採用しております。
ベンカンが導入している設備は、溶接電流としては、数10Aから数100Aの広い範囲で安定して溶接する事が出来るので、溶接材料の厚さが1mm以下の超薄肉材から10㎜以上の厚肉材まで、幅広く溶接することが可能です。
溶け込みが非常に優れているために、裏波と呼ばれる裏面のビードも安定しておりますので、パイプなどの外面からしか溶接できない場合でも高い品質の溶接が可能です。
TIG溶接の一番の特徴は、不活性ガスにより空気を遮断した状態で溶接するので、高品質でありながら滑らかで光沢のある、きれいなビード(溶接跡)ができることにあります。

|溶接加工の役割
ベンカンの加工技術のバリュープロポジションの一つは、「塑性(そせい)加工」技術です。
「塑性加工」とは、「材料に大きな力を加えて変形させることによって、目的とする形状に成形加工する」ことですが、やはり限界もあります。
「溶接加工」は、「塑性加工」あるいは「鋳造加工」では不可能な形状加工を補うために導入している加工方法であるとも言えます。
例えば、チーズ部材は、「塑性加工」で成形された母管部材と、同じく「塑性加工」された枝管部材を「溶接加工」することで一体化させております。

アダプター部材に関しては、「塑性加工」で成形された本体に対して、別途、「鋳造加工」や「切削加工」、「研削加工」されたアダプター材を「溶接加工」することで一体化させております。

また、酸素を遮断して溶接するTIG溶接は、溶接金属の中や、表面に気泡が生じて起こるブローホールやピット等の溶接欠陥を防ぐ事も可能となり、最近では、気密性が重要視される配管向けの特別仕様の製造依頼なども寄せられております。
例えば、様々な半部材を組み合わせて溶接することにより様々な形状の継手をご提供することが可能です。(モルコジョイントのエルボ部材を二つ組み合わせて溶接した180°エルボ)

※溶接部が茶褐色になっているのは、溶接後の余熱で大気中の酸素がスケールとして付着したもので、酸化しているのとは異なります。
|ろう接
 ベンカンでは、「ろう接」による「溶接加工」で製造されている製品もあります。
ベンカンでは、「ろう接」による「溶接加工」で製造されている製品もあります。
紀元前3000年頃には既に金属を接合する方法として実績があったとされる「ろう接」は、母材を溶融することなく、母材よりも低い融点を持った金属の溶加材(ろう)を溶融させて、毛細管現象を利用して接合面の間隙(すきま)にゆきわたらせて接合をする方法です。
現在では、銅配管で用いられるハンダ接合がこれにあたり、ベンカンの銅配管対応プレス式継手のCUプレスを製造する上でも、その一部に採用されております。
現在でもレーザー溶接法など「溶接加工」の技術開発は進んでおり、今後も、多種多様な他の溶接法と共に、材料や構造に応じて適切な溶接法が開発されてくるものと考えます。
ベンカンとしては、現在の技術や設備に決して満足することなく、常に高いレベルへの技術向上、あるいは新しい設備の導入などにも積極的に取り組んで参ります。
*1 圧接:接合部へ機械的圧力を加えて行う溶接法。
![]()
![]()
sonobe jyunichi