
金属加工法「TIG溶接」
- 2023.09.05
|溶接加工とは
 継手においては、ティーのように分岐するものをはじめ、ネジ加工された製品との接合など、パイプを塑性加工するだけでは生産が出来ない製品が数多く存在します。
継手においては、ティーのように分岐するものをはじめ、ネジ加工された製品との接合など、パイプを塑性加工するだけでは生産が出来ない製品が数多く存在します。
それら塑性加工で対応できない製品を生産するために、溶接加工があります。
溶接加工は大きく分けて以下の溶接方法があります。
・アーク溶接
・ガス溶接
・レーザー溶接
|ベンカンの溶接加工
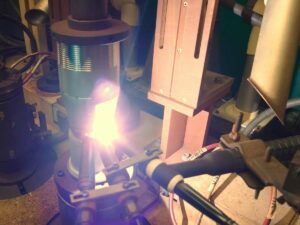 ベンカンでは、「アーク溶接」に分類される「TIG(ティグ)溶接」を採用しております。
ベンカンでは、「アーク溶接」に分類される「TIG(ティグ)溶接」を採用しております。
「アーク溶接」とは、電極と母材との間に低電圧、大電流により数千℃~一万数千℃もの高温の電離気体(プラズマ)であるアークを発生させ、溶接材料と母材を溶融させて継手を接合するもので、鋼構造材料を組み立てる方法として現在最も普及しています。
アーク溶接は大きく分けて、電極自身が溶融する溶極式と、電極は溶融しない非溶極式に分けられ、TIG溶接は非溶極式に分類されます。
TIG溶接は、消耗し難い素材であるタングステンを電極に使って母材との間にアークを発生させ、溶接中に溶融金属と空気が反応を起こさない様に接触を断つためのシールドガスとしてアルゴンガスなどの不活性ガス(Inert Gas)を使用した溶接法です。
「TIG」とは、Tungsten Inert Gas(タングステン イナート ガス)の略称です。
ベンカンではこのTIG溶接を用いて毎月10万個を超える生産を行っております。
|TIG溶接の特徴
 溶接の特徴は、タングステン電極を使用するため、数10Aから数100Aの広い範囲で極めて安定したアークを得ることができるので、溶接材料の厚さが1mm以下の超薄肉材から10㎜以上の厚肉材まで、幅広く溶接することが可能です。
溶接の特徴は、タングステン電極を使用するため、数10Aから数100Aの広い範囲で極めて安定したアークを得ることができるので、溶接材料の厚さが1mm以下の超薄肉材から10㎜以上の厚肉材まで、幅広く溶接することが可能です。
また、溶け込みが非常に優れているため、裏波と呼ばれる裏面のビードも安定して得ることができるので、パイプなどの外側からしか溶接できない場合でも高い品質の溶接が可能です。
さらにTIG溶接では空気を遮断するためのシールドガスに不活性ガスだけを使用するので、滑らかで光沢のあるビード(溶接痕)を得ることができ、溶接金属の洗浄度が高く、耐食性やじん性にも優れています。
また、融合不良や、溶着した金属の中に空洞ができるブローホールなどの溶接欠陥も発生しにくく、いろいろある溶接法の中で最も高品質な溶接ができます。
そのことからも、ベンカンでは部材を自由に組み合わせることでカタログに無い形状の製品の生産も行うことが多岐に渡りあります。
どうしても欲しい形状などございましたら、営業の各拠点までお問合せいただければ幸いです。

保坂 文彦(Fumihiko Hosaka) 製造部 製造課 課長代理