
カイゼン活動「みずすまし」
- 2018.07.25
|カイゼン活動
 「改善」を検索してみると「悪い(劣った)ところを改めて、よくすること。」と出てきます。
「改善」を検索してみると「悪い(劣った)ところを改めて、よくすること。」と出てきます。
対して、多くの製造業で取り組まれているのは、カタカナの「カイゼン」です。
その特徴は、目標に限界がなく、常に作業効率や安全性の最善を追及し続ける活動であるということです。
つまり、問題が発生してから対処するだけではなく、問題が発生する以前から、それを予知して先手先手で対策を講じて行く活動と捉えて良いかと思います。
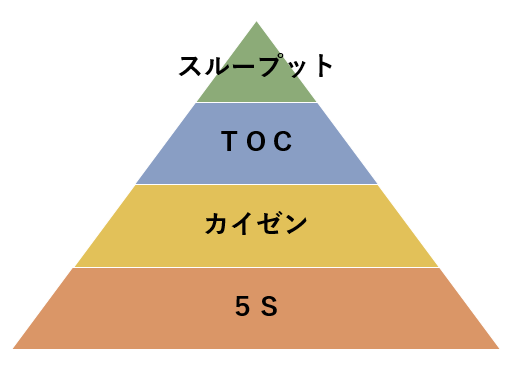
企業が目標(ゴール)を達成させるためには、理論と、それに基づいた実行が不可欠です。
ベンカンのカイゼン活動にも、目標と理論があります。
目標は、スループット(売上や利益)を生み出すことです。
製造の現場ですと、コストセンターと呼ばれるように、どうしても利益を生み出すより、コストを削減することが目標となってしまします。
しかし、コスト削減とて、利益を生み出すための取り組みであることを認識して活動することが重要であると考えます。
そして、そのための理論が、TOC(制約理論)![]() です。
です。
目標を達成させるためには、必ず、それを妨げる様々な因子があります。
そのために、組織では、それらを共有の制約条件(Constraints)として可視化させ、改善に取り組むことが必要です。
TOCは、ボトルネックとも呼ばれる制約条件を特定して、その処理能力を高めることで多くのスループットを生み出すものです。
|みずすまし

▲みずすまし役が仕掛を横持ちして供給する
工場の工程におけるボトルネックの前には、余剰の仕掛が溜まります。
カイゼン活動では、ボトルネックの処理能力を高めることで、工程の流れをスムーズにさせるために様々な手段を講じます。
仕掛の基準は、「欠品しない。かつ最大在庫量を最小化すること。」です。
その手法の一つが「みずすまし」です。
「みずすまし」とは、水面を素早く動き回る昆虫の例えで、常に次工程の状況を把握して、適正な量の仕掛品を供給して回る役割のことです。
例えば、一人の作業者が、前工程からの仕掛品を横持ちして受け取り、作業を行い、次工程に仕掛品を横持ちして渡す工程の場合があります。
この場合、一人で作業と横持ちを行いますので、どうしても、作業の捗り具合で仕掛の受け取りが左右されたり、一定量の仕掛を溜めてから、次工程に仕掛を渡すことになってしまいます。
これでは、仕掛が必要以上に溜まるばかりではなく、不効率な横持ち作業をも発生させていまいます。
そのため、工程内に属しない「みずすまし」役を設けて、仕掛が溜まって、次工程が休止することのないように、常に巡回して分配するのです。
とは言え、「みずすまし」は、ある意味、人海戦術です。
しかし、この取り組みをすることで、傾向を把握することができますので、今後の自動化やIoT化などにも活かすことが出来ると考えます。
|ボトルネックとは

ボトルネックと言うと、悪者の様に捉えられがちですが、それは、単なる「事象」でしかありません。
翻せば、ボトルネックは存在して然りなのだとも言えます。
大切なのは、「焦点化の原則![]() 」の如く、常にボトルネックを特定するという目的に焦点を当てることです。
」の如く、常にボトルネックを特定するという目的に焦点を当てることです。
そして、特定したボトルネックの処理能力を高める。
ボトルネックの処理能力が高まることで、現れるであろう、新たなボトルネックを特定する。
そして、また、特定したボトルネックの処理能力を高める。
このサイクルを放置することなく、継続し続けることが大切なのかと考えます。
工場全体の生産能力は、ボトルネックの能力に左右されるからだと言うことを理解しなければなりません。
そして、ボトルネックにも、様々な特性がありますので、それに見合った解決手法を講じて行くことが大切となります。

石崎 豊(Yutaka Ishizaki) 製造部 部長代理 兼 MJ工場 工場長
![]()